Creepy Crawlers, steel beadlock wheels(heavy), Longfield axles,
chromo hub gears, dual t-cases, full-bodied rig plus lots
of extra weight in exo tube work, winch, full size spare,
tools, spare parts and fluids. John carries a lot of tools
and spares on the trail. It's a weekend crawler that gets
trailered about 70% of the time. It's seen Sledgehammer,
Pritchett, Green Day, and a whole slew of others.




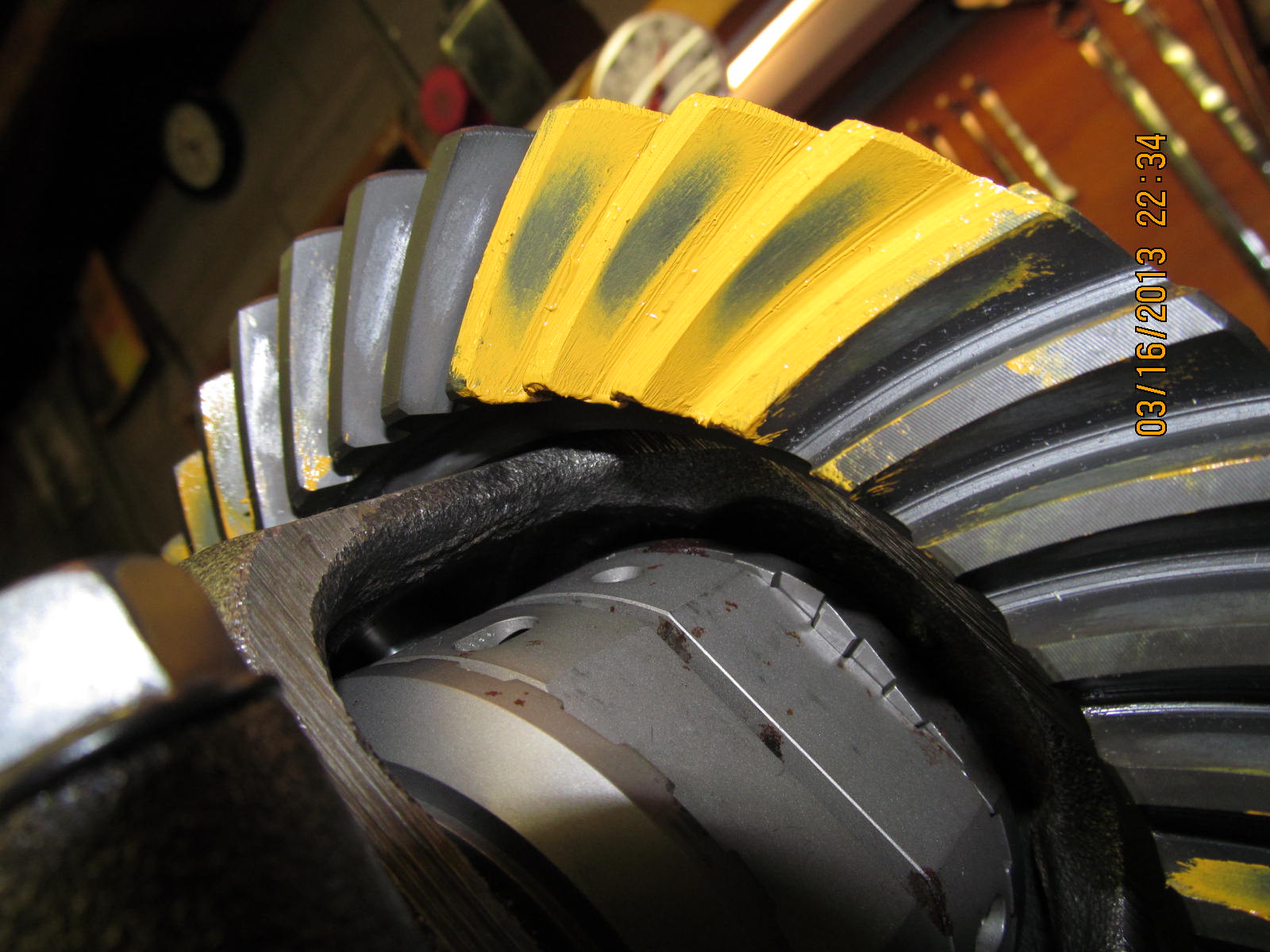
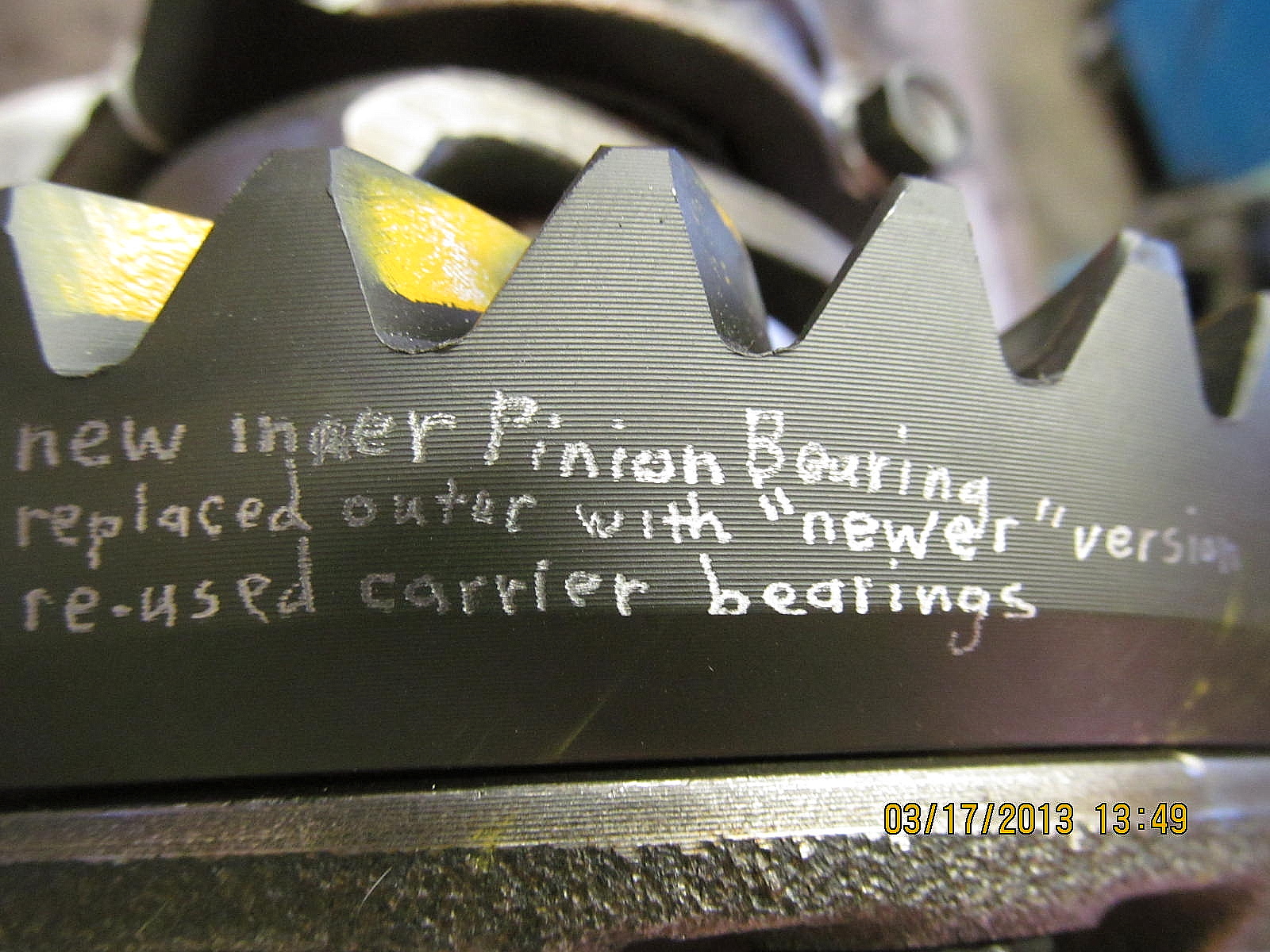
gear markings to help identify them.

characters.

torn down and cleaned up.

are ok...just will lighten up on the pre-load final values.


down on its own accord.


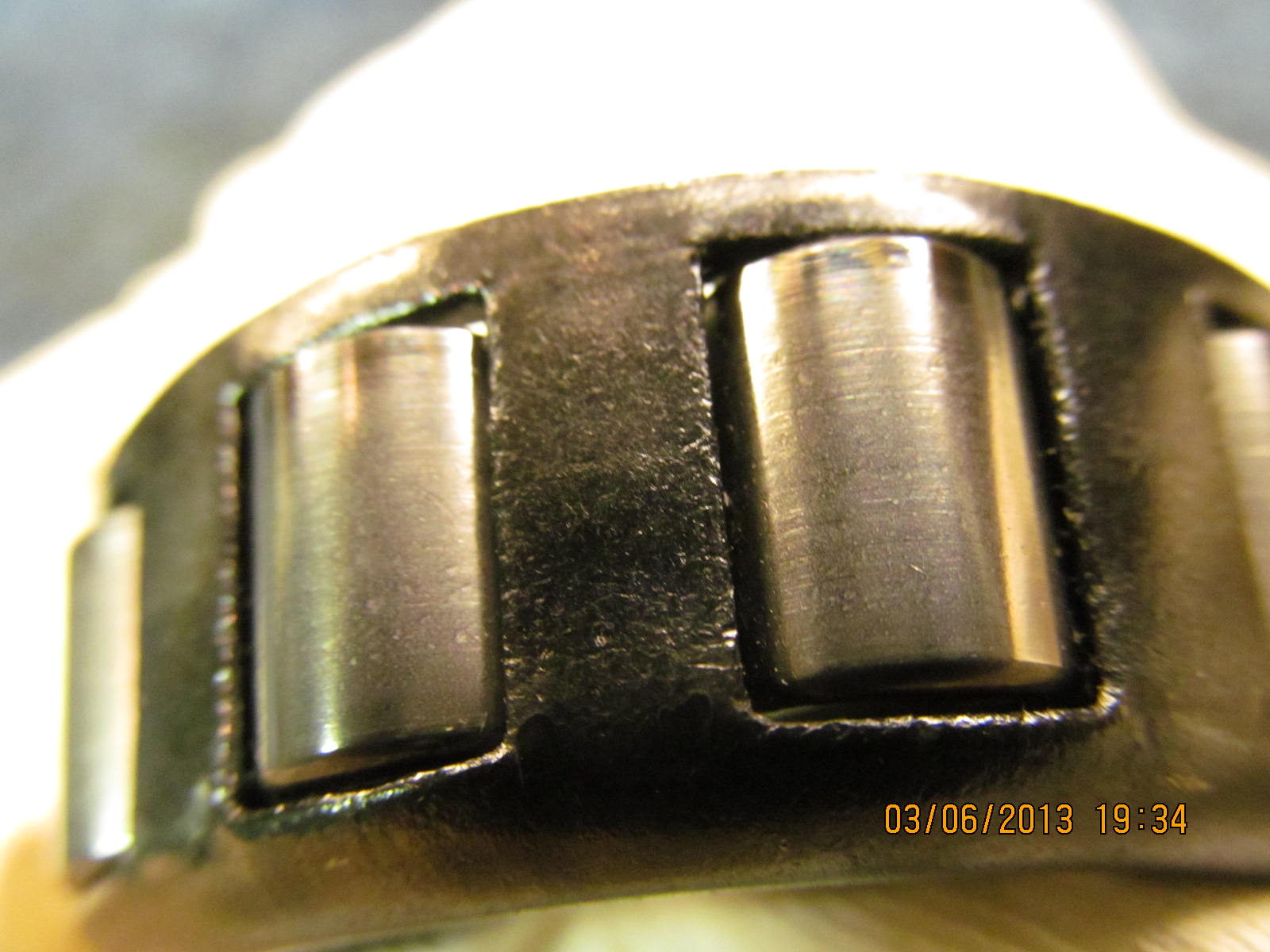
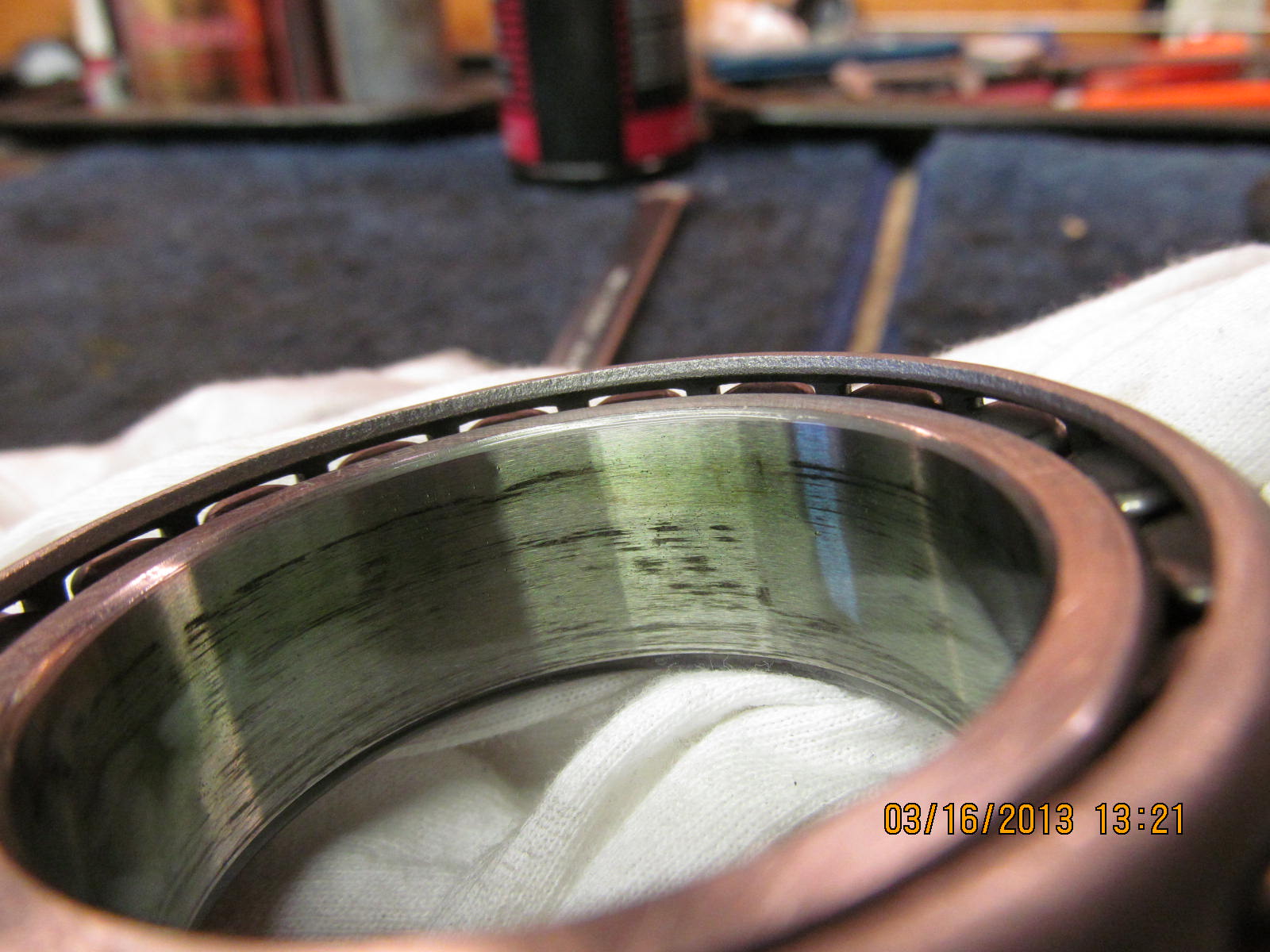
pictures...this 32307 bearing is in ok shape and because we
will be installing a V6 style pinion in this "4 cylinder 3rd"
means a brand new skinny bearing will be used. A skinny bearing
is what I am calling the "low profile " inner pinion bearing
that the 1986 thru 1985 trucks use in the 4 cyl 3rds....even
though those 4 cyl 3rds actually use the long pinion head V6 pinions.

alternate bearing that is in much better shape than this one.




very good shape. The new 529 pinion is a 29 spliner so this 27
spliner will not be used.



matching 29 spline flange and seal and nut.


"low profile" OEM bearing to make it work out perfectly.


a used one but twice as good a shape as the original pitted one. Since
this outer bearing/race is a used one, I will factor that in when I
set the PPL.


inner bearing.

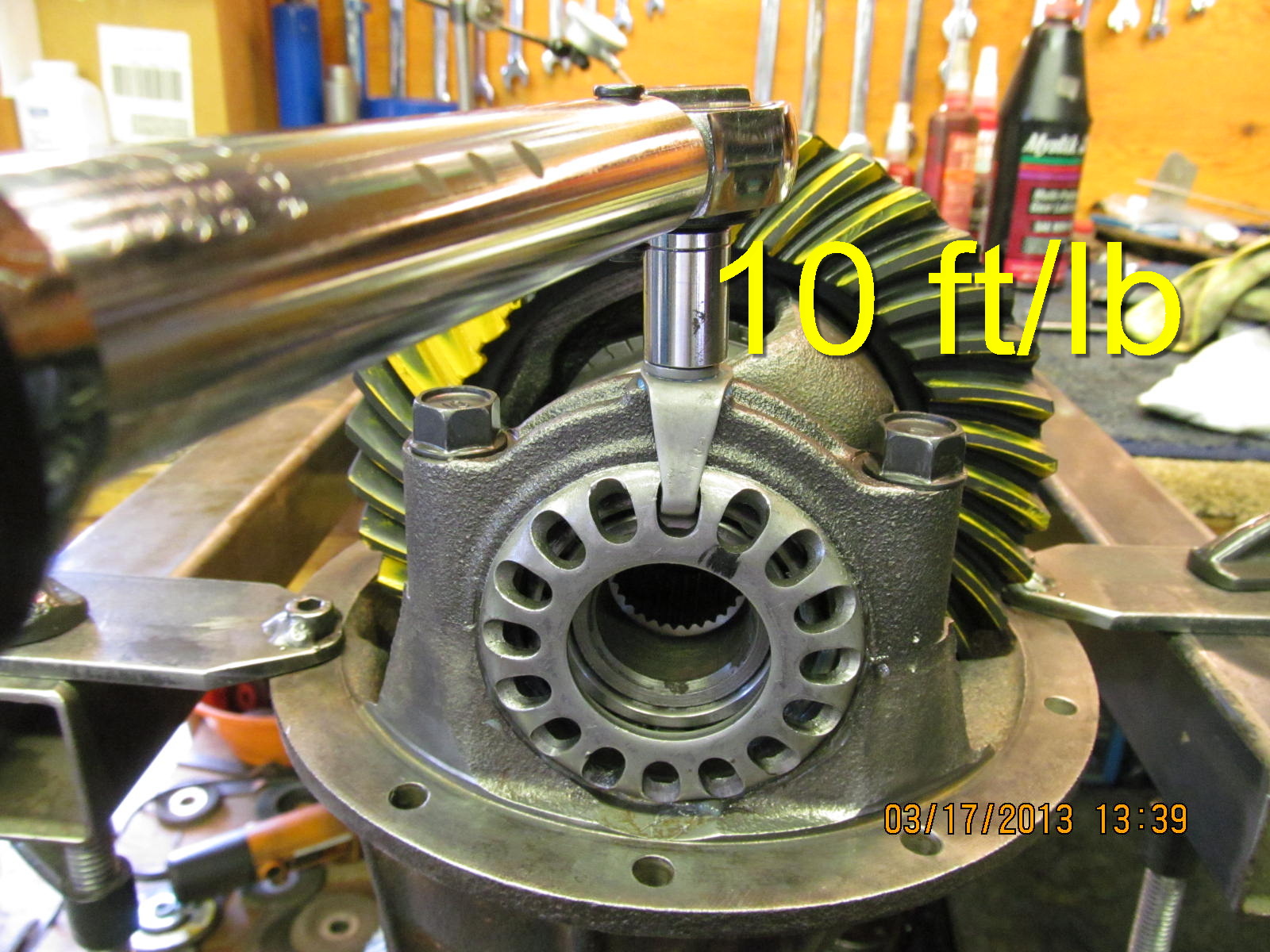
is fairly easy. Place housing over pinion...outer pinion
bearing....29 spline shop flange...tap down with lead filled
plastic hammer....start the 30mm nut and wizz it down with
the electric impact. Oil the bearings and continue the gradual
tightening of the nut until some pre-load is felt.

at this stage.

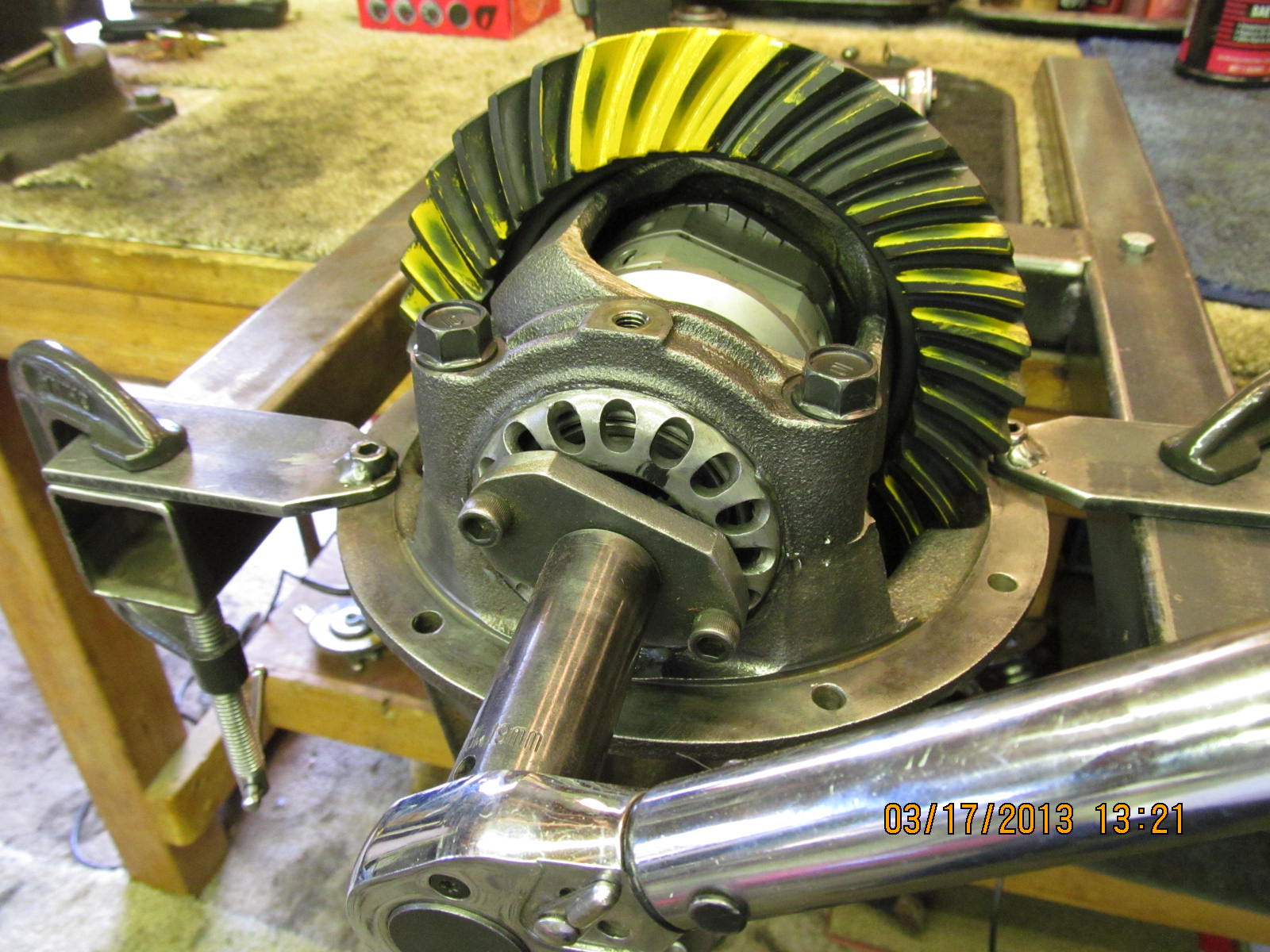
and nothing unusual was found. Ring gear also saw the file.

I was tempted to think that these Nitro Gears were
manufactured wrong but these gears are known to be
excellent gears. Logically, the case that the ring is
bolted to must have excessive run-out.

is "exact" and I can go a couple thou deeper to promote better
overall strength with no increase in noise.


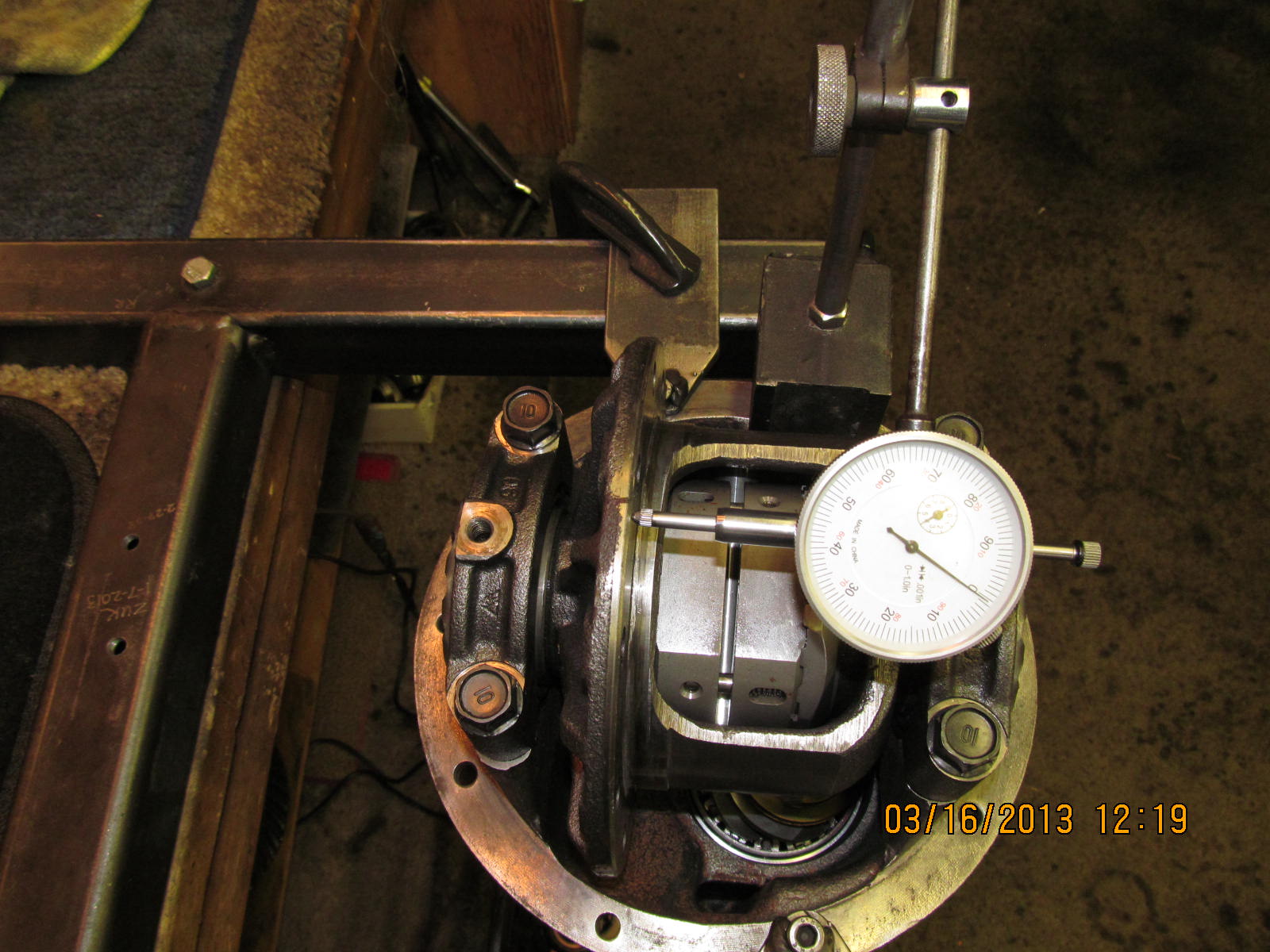
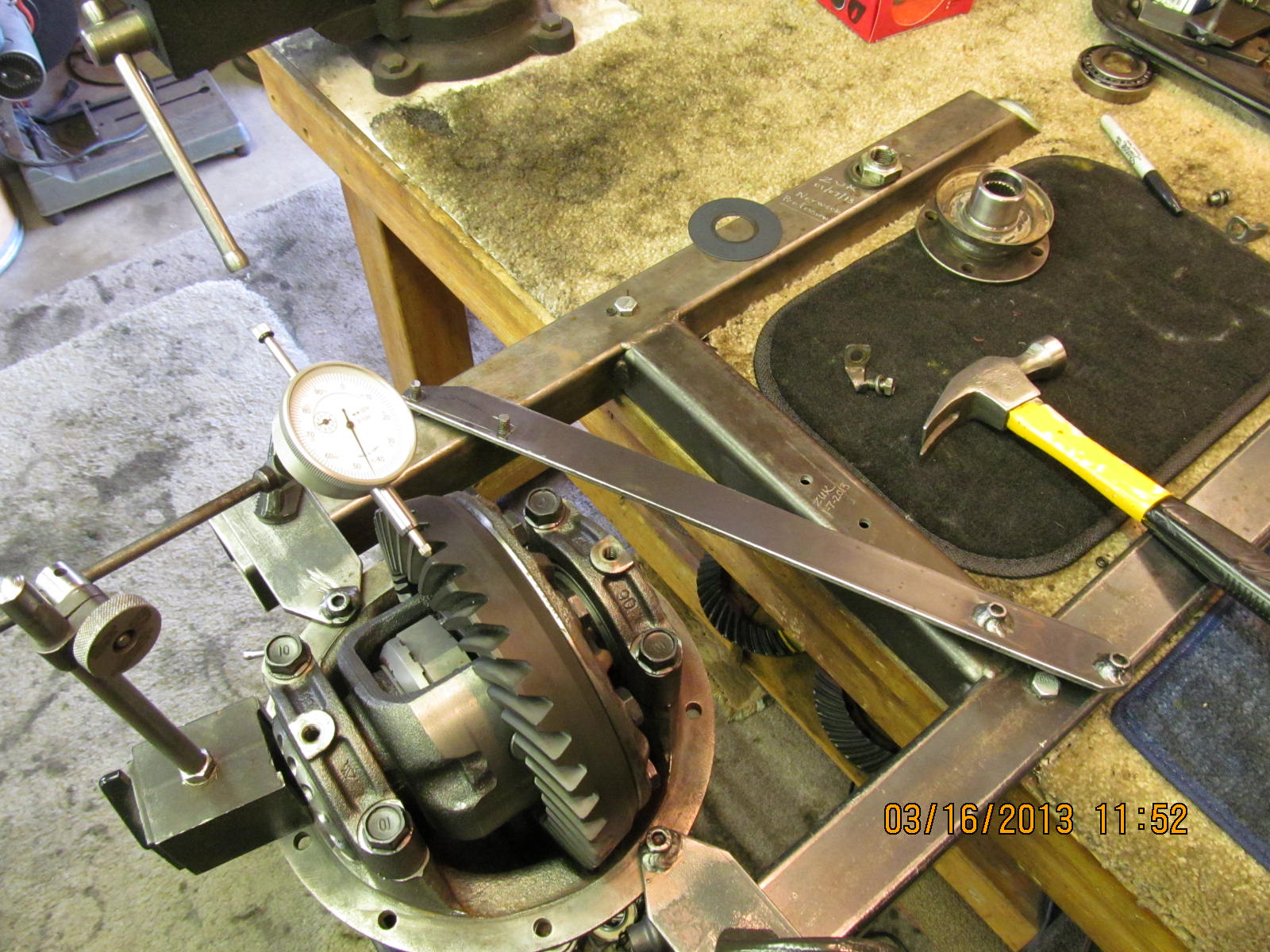
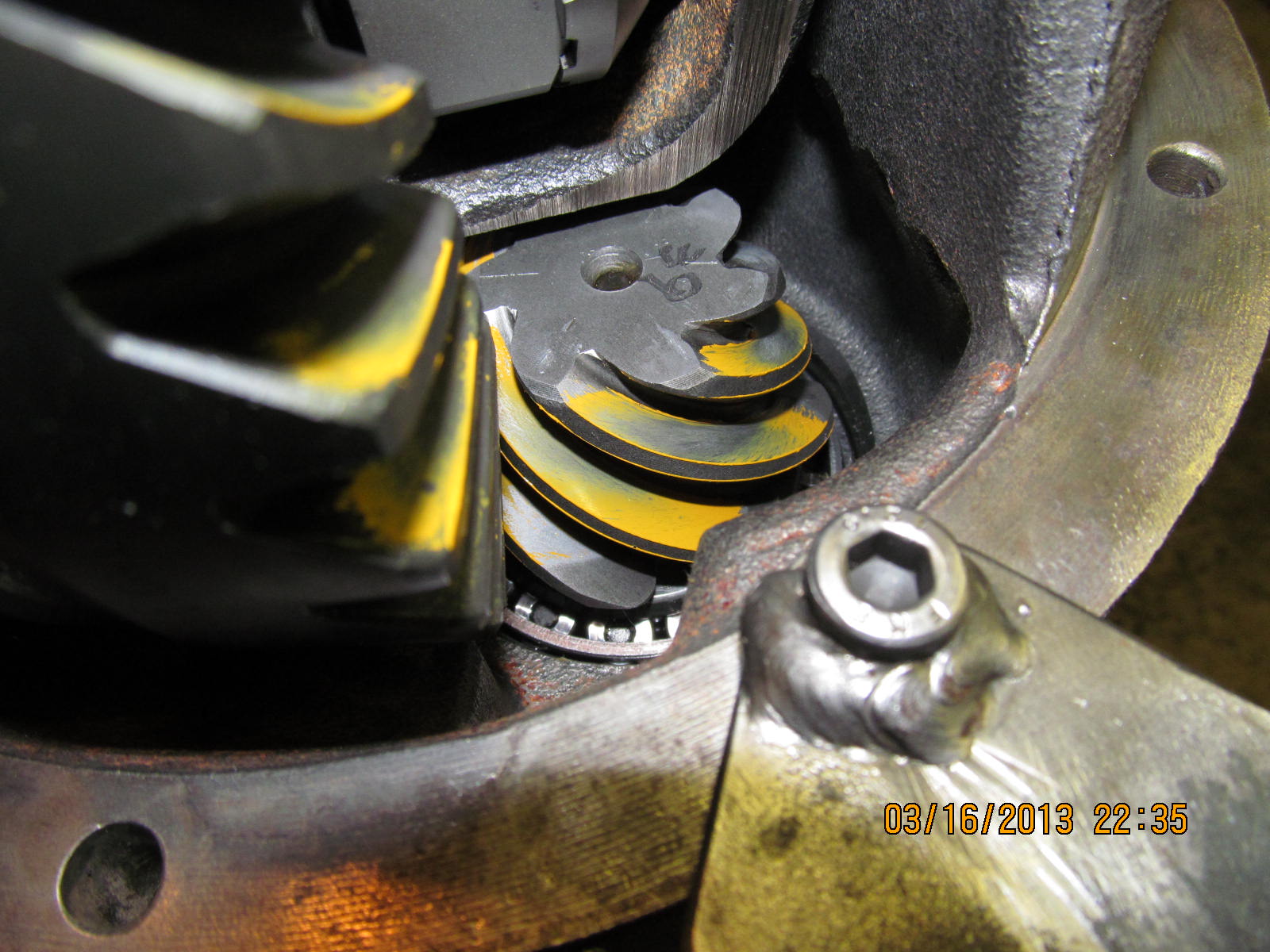
gauge on the low spot on the ring gear surface.
22 thou run-out which is about 10 times out of spec. This case
is un-usable.

(as seen in the background). It was just a small matter of
swapping the bearing over and the Lockrite also. These bearings
came off these journals fairly easy.

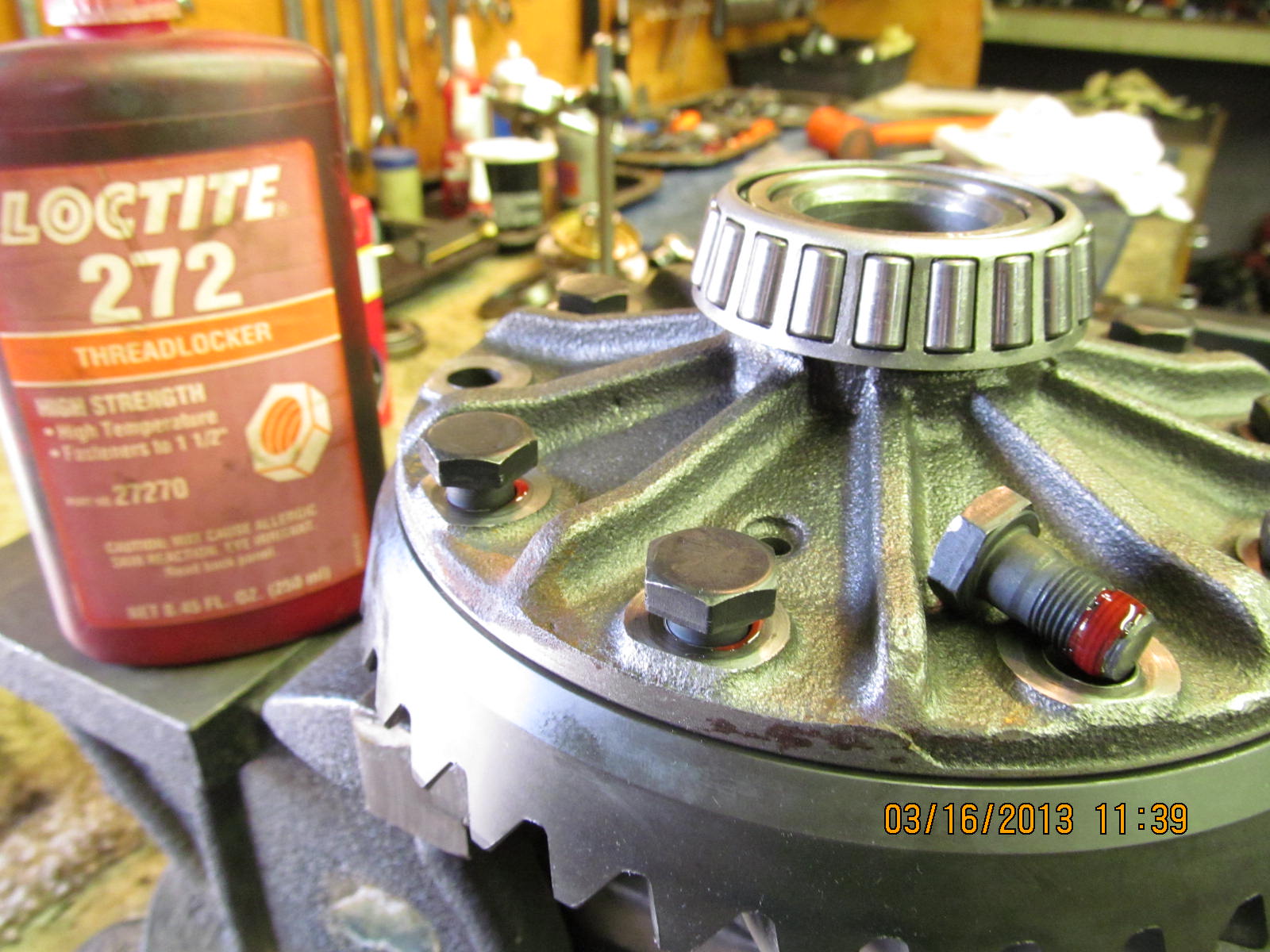
journals so, to play it safe, I cleaned and applied retaining compound.
out, the bearings both pressed on very tight which means God help
the next guy that has to remove them :) Consider it extra insurance
that these carrier bearings will never loosen up on the journals
like some of the other 4 cylinder cases.

the roll pin out. Easier said than done. Some of those roll pins take
some good hits to break loose. 3/16" or 7/32 diameter punch works
best.

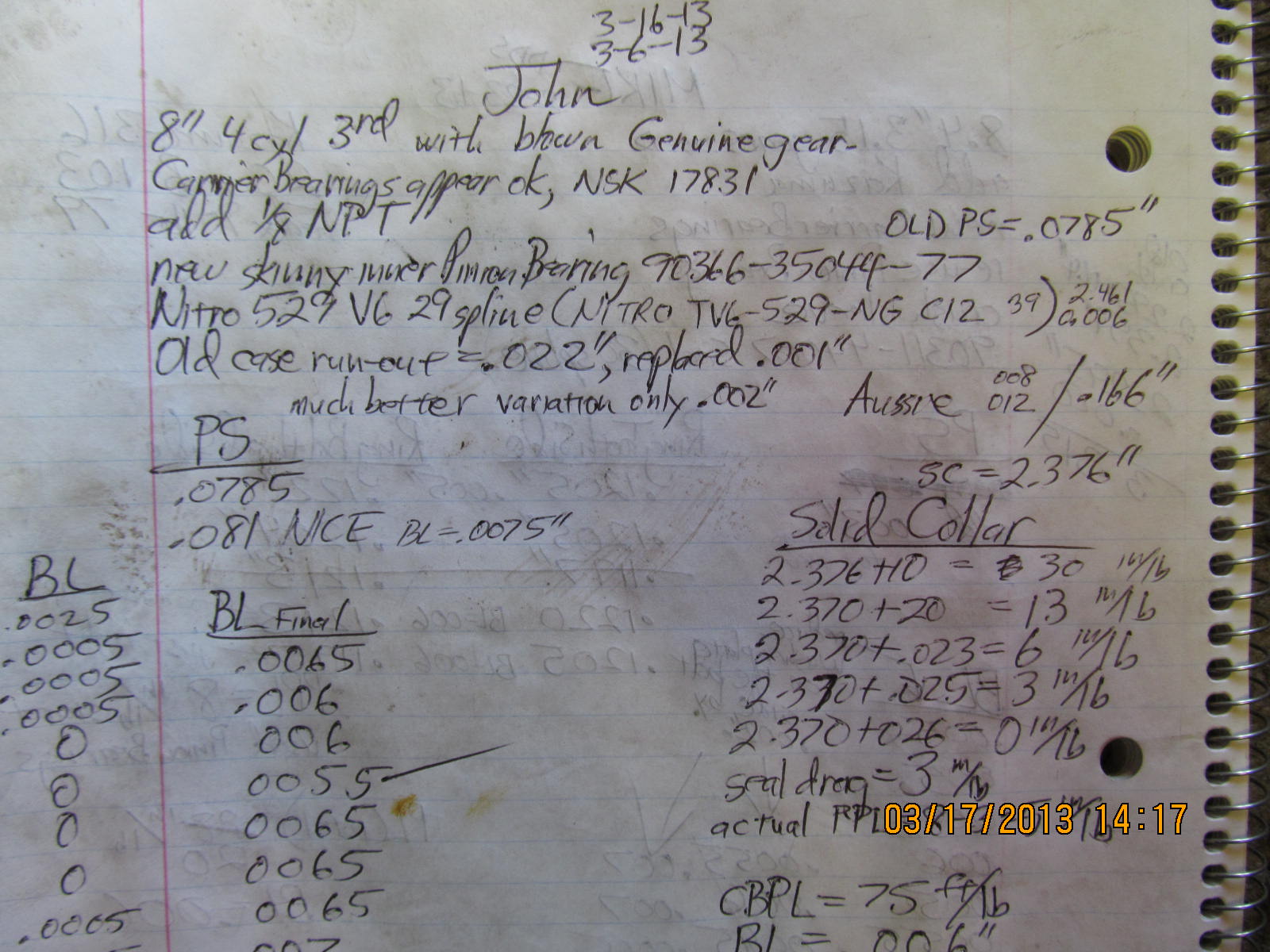
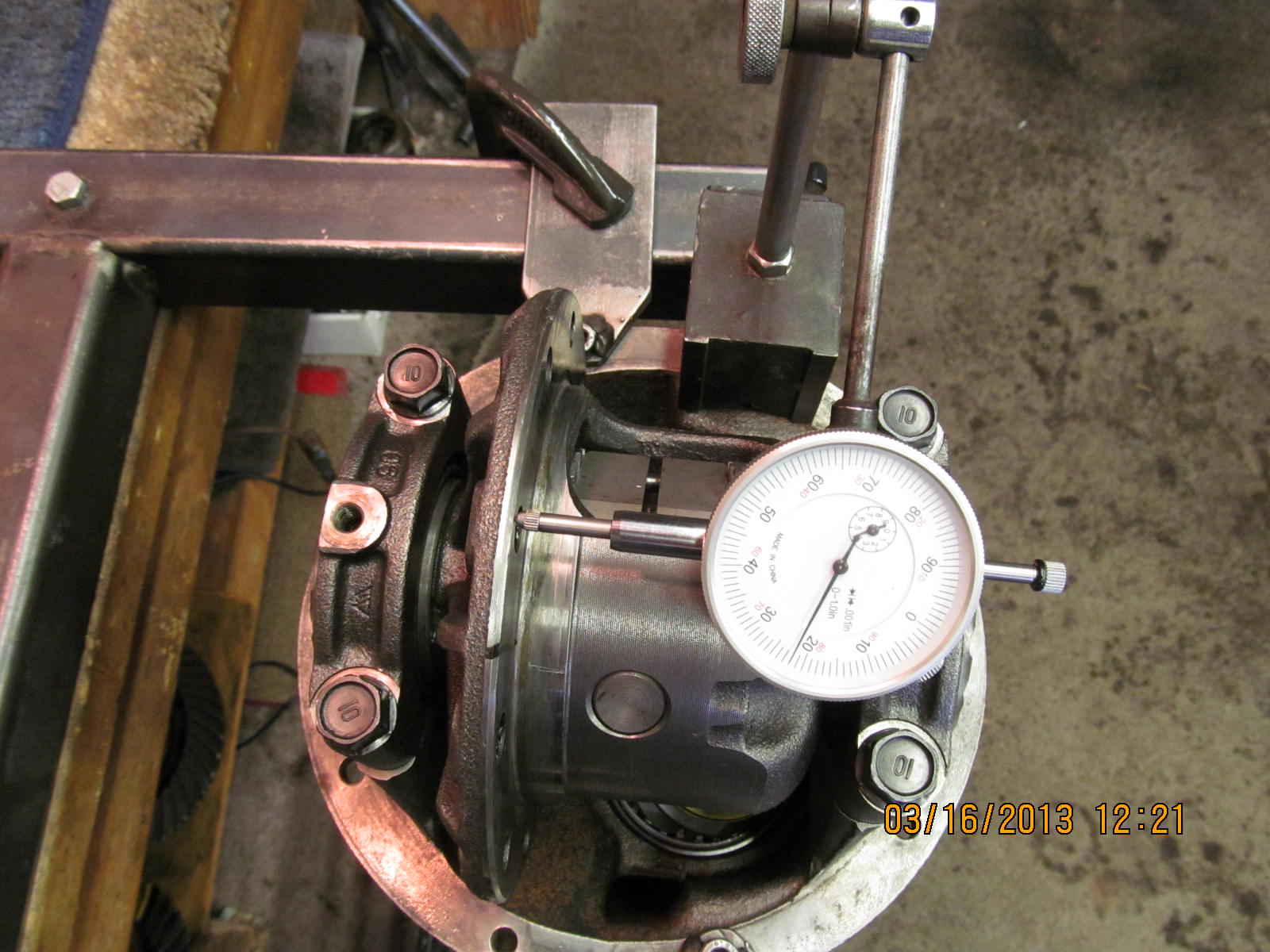
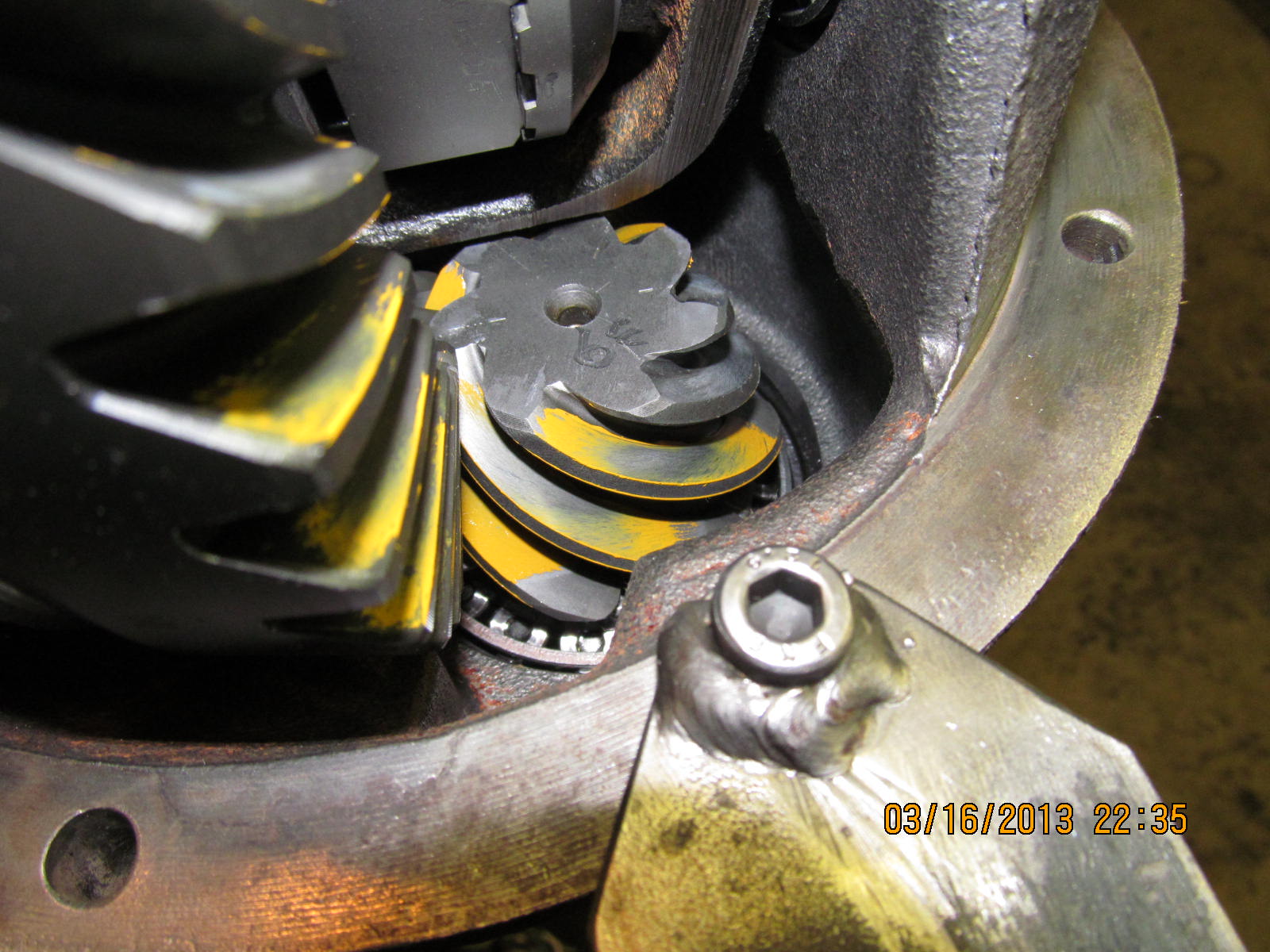
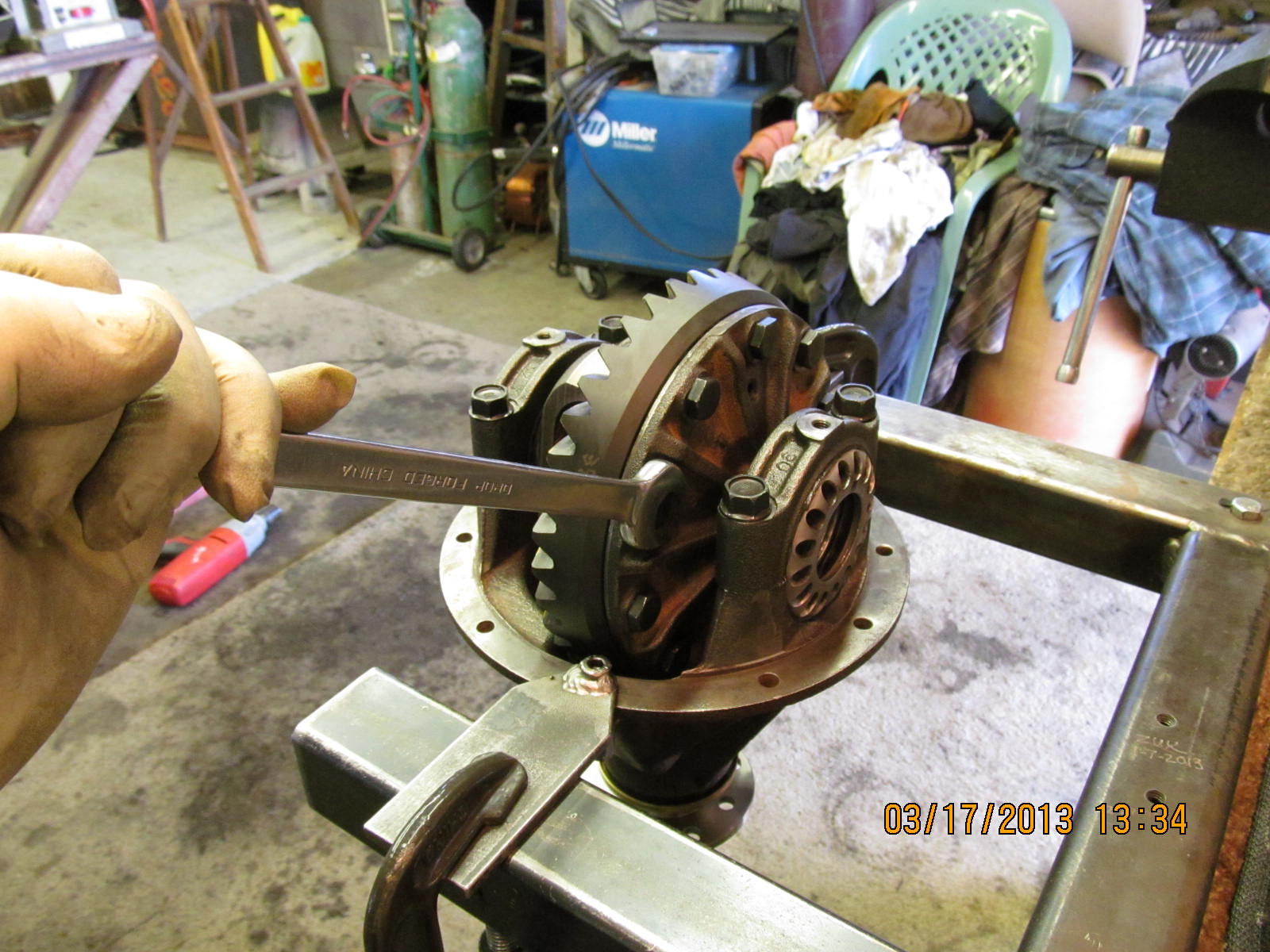
run-out check shows only .001" variation this time.

came out pretty easy.


to spacer play. I measured about .010" on each side.

are inserted.

screwdriver. Notice thatI have the outside driver and coupler
marked as outside. The teeth might have developed some
wear on the leading edges and I didn't want to disturb the
wear engagement in this new case.


of the hole. The roll pin will never wander out.

and 75 ft/lb torque.

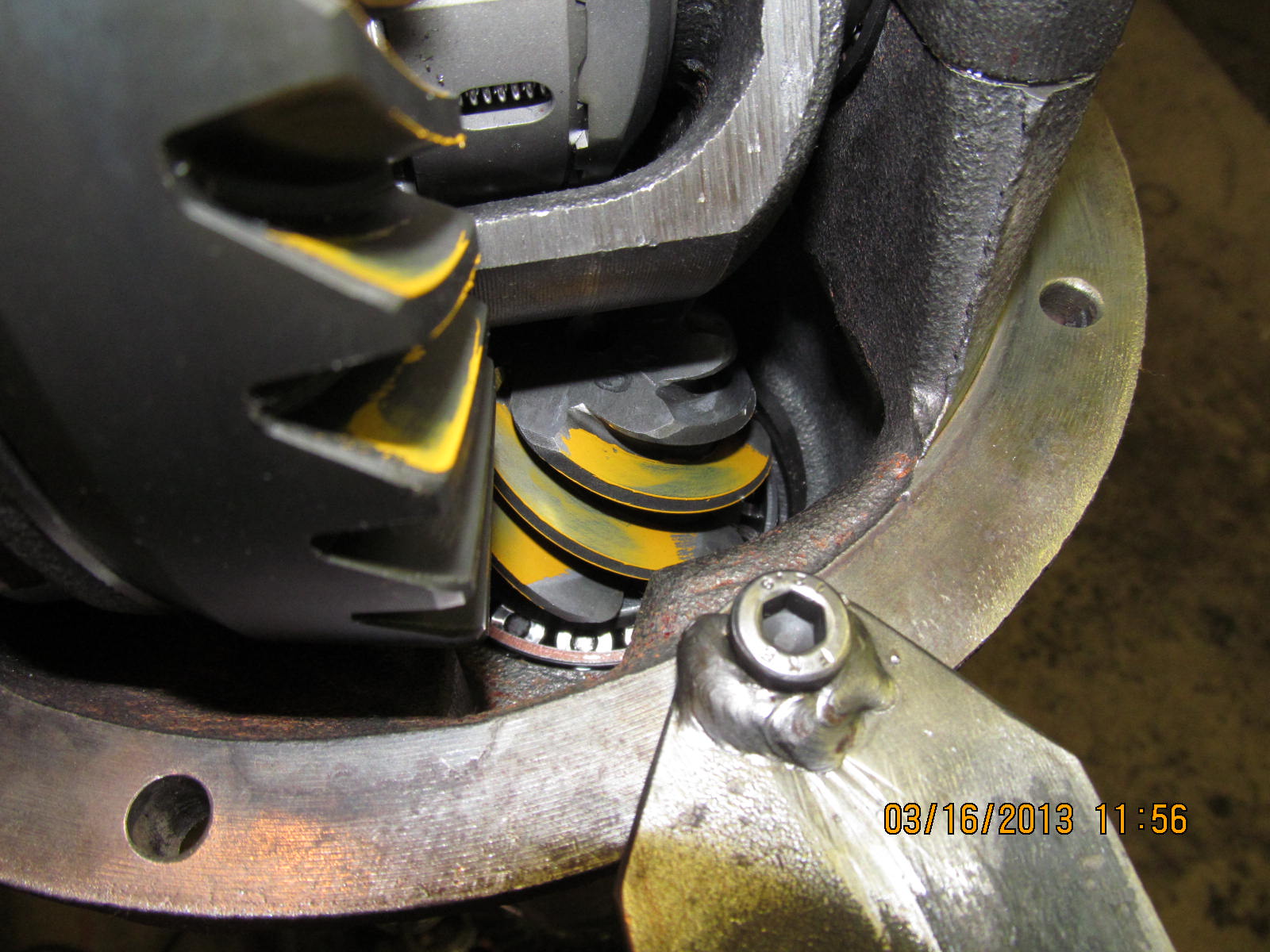
Some carrier bearing pre-load was also dialed in.

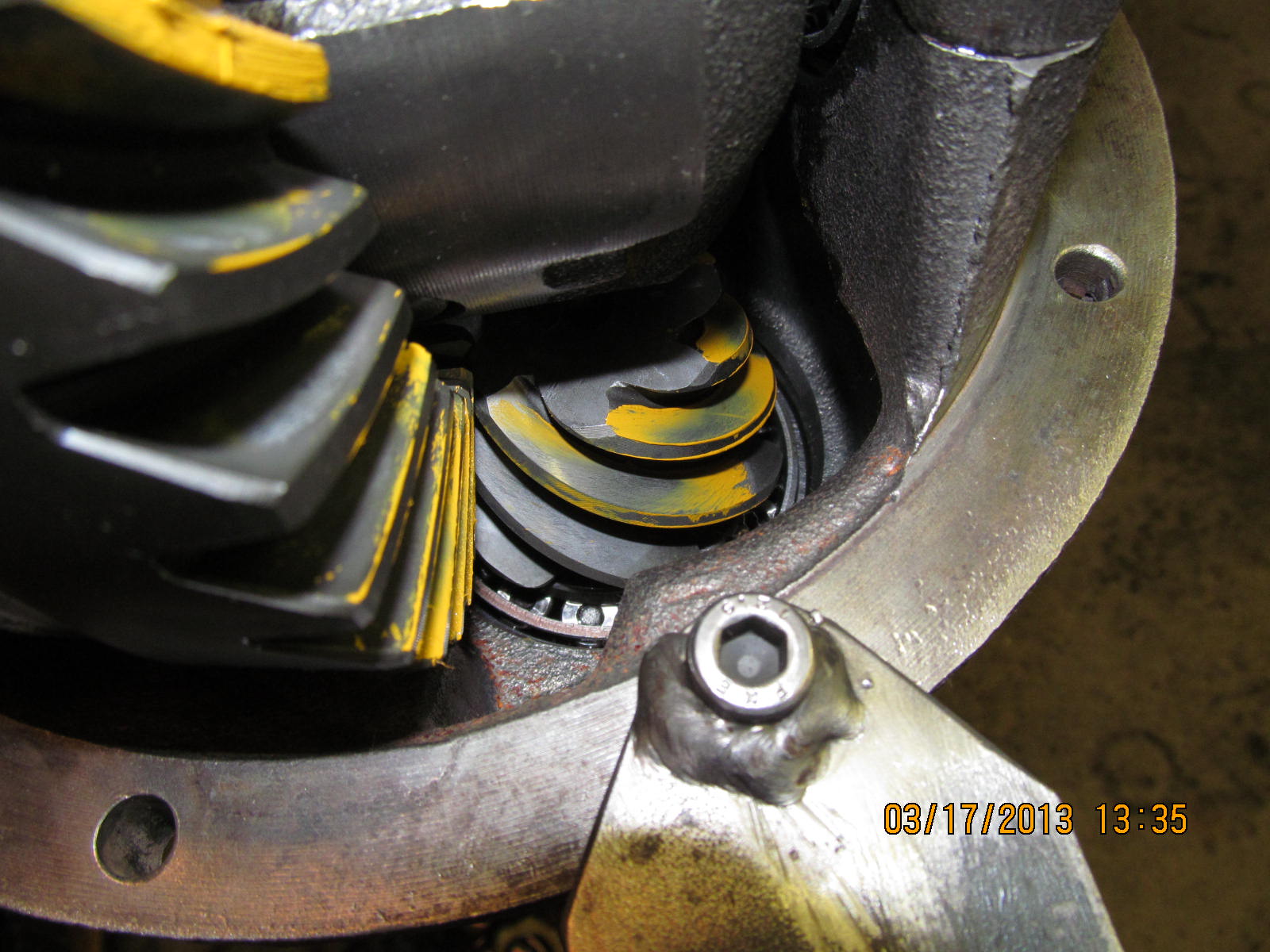
pattern once more. Using a rag to offer some resistance....

17mm wrench.

tail tucking into the root so much.


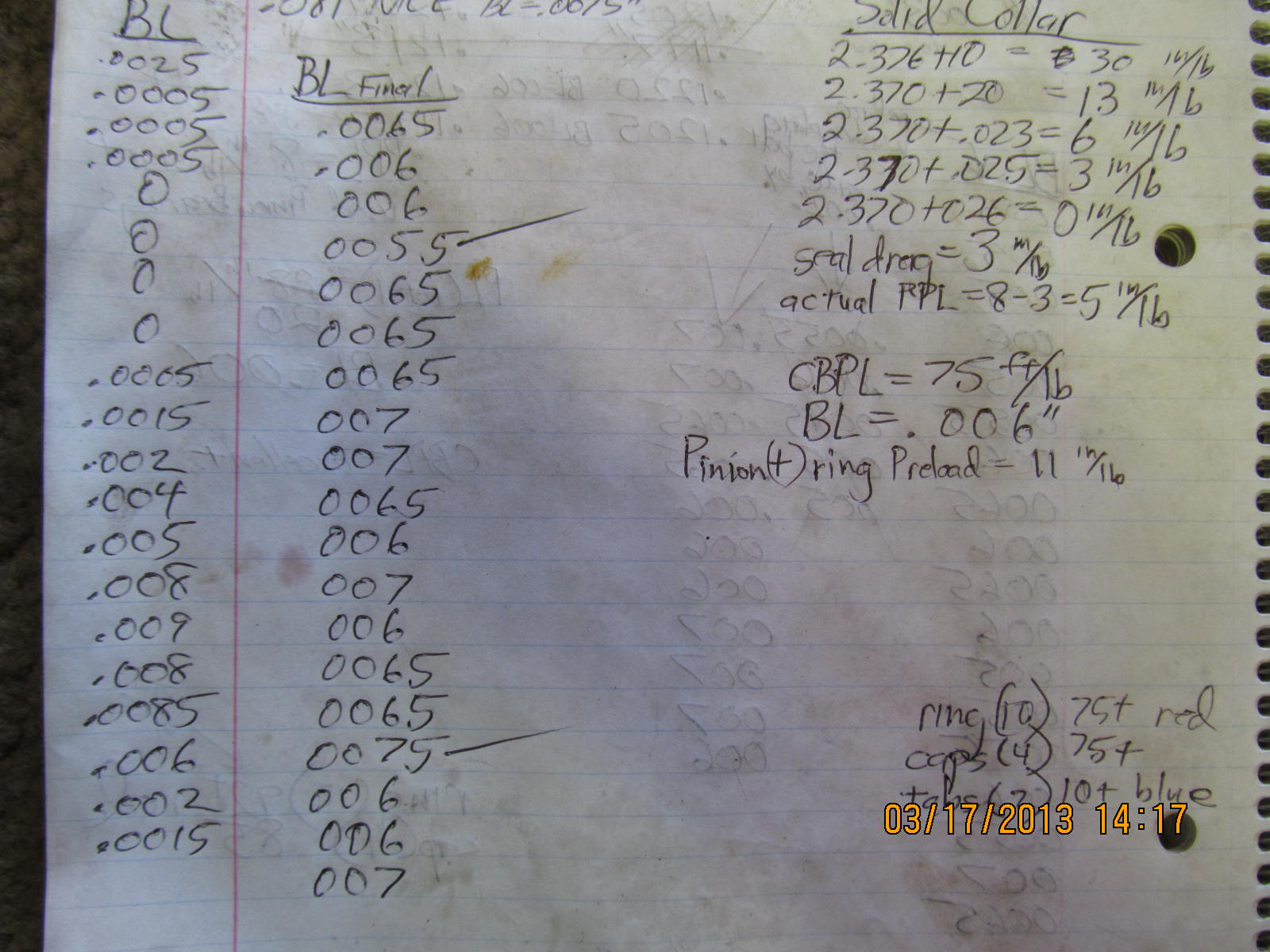
well put the solid collar in. This is the Toyota OEM solid collar.


remove them but I still wish the all-so-common 27 spline versions
would fit this snug. All you Russian guys that are using the universal
online language translators, I imagine it's hard to understand some
of the English phrases (colloquialisms) that I use :)


bearing.



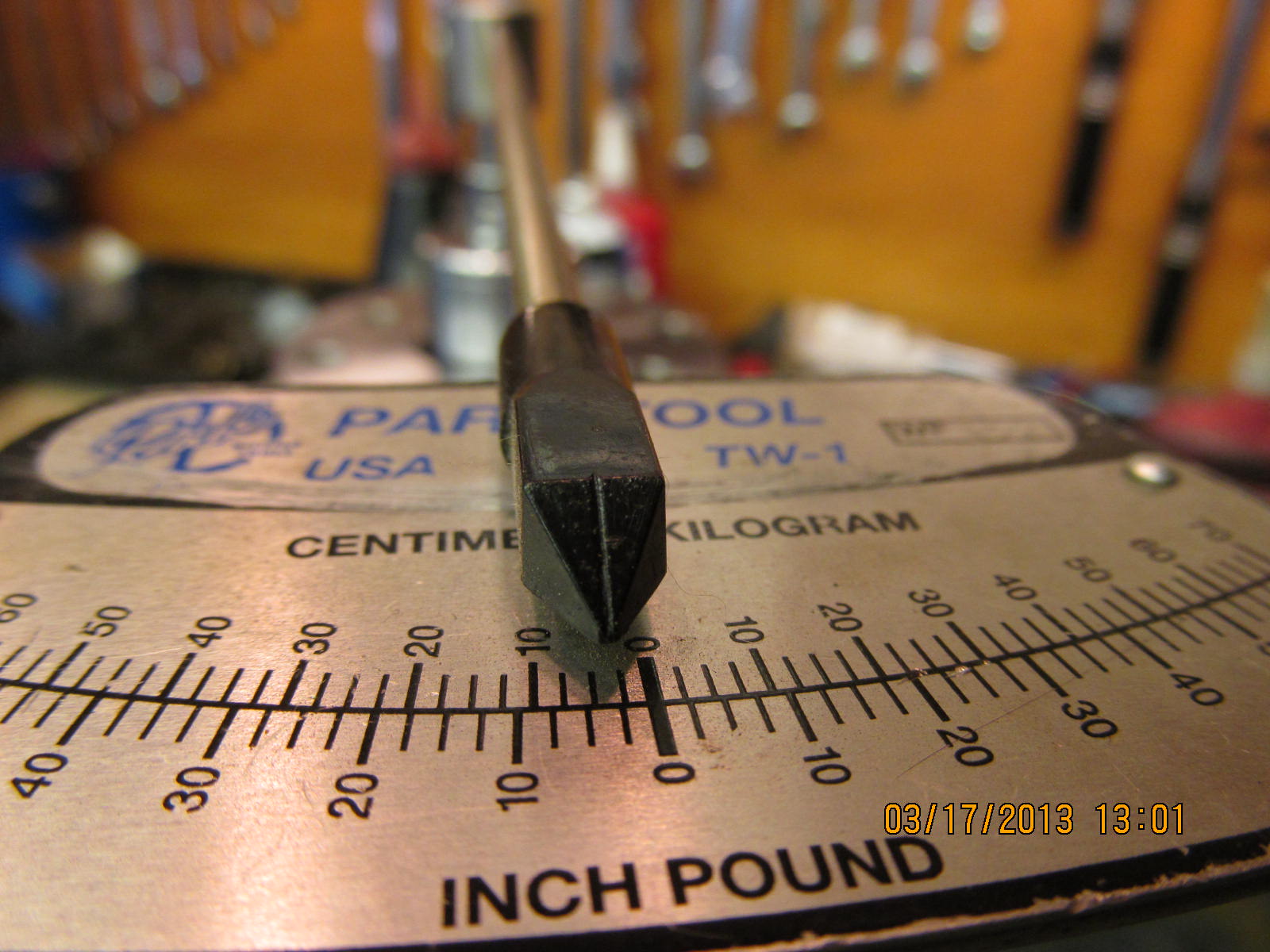
a target 5 in/lb. This one is .25mm which converts to .010".


reading....but for doing a pattern check it's still ok.





PPL just right. As my notes at the end of this link show, it took
about 5 tries to get it just right. Basically, using the electric
impact to tighten the pinion nut, I shoot for about 0~1 in/lb of
pre-load. Then I can use the 3 foot breaker bar to compress the
molecules in the collar just enough to yield a final 5 or 6 in/lb.
The outer pinion bearing is not brand new so that's the reason for
only 6 in/lb pre-load.

do want to use some silicon rtv to help tap it in place. The grease
keeps the little spring coil from popping off during the hammer
process.

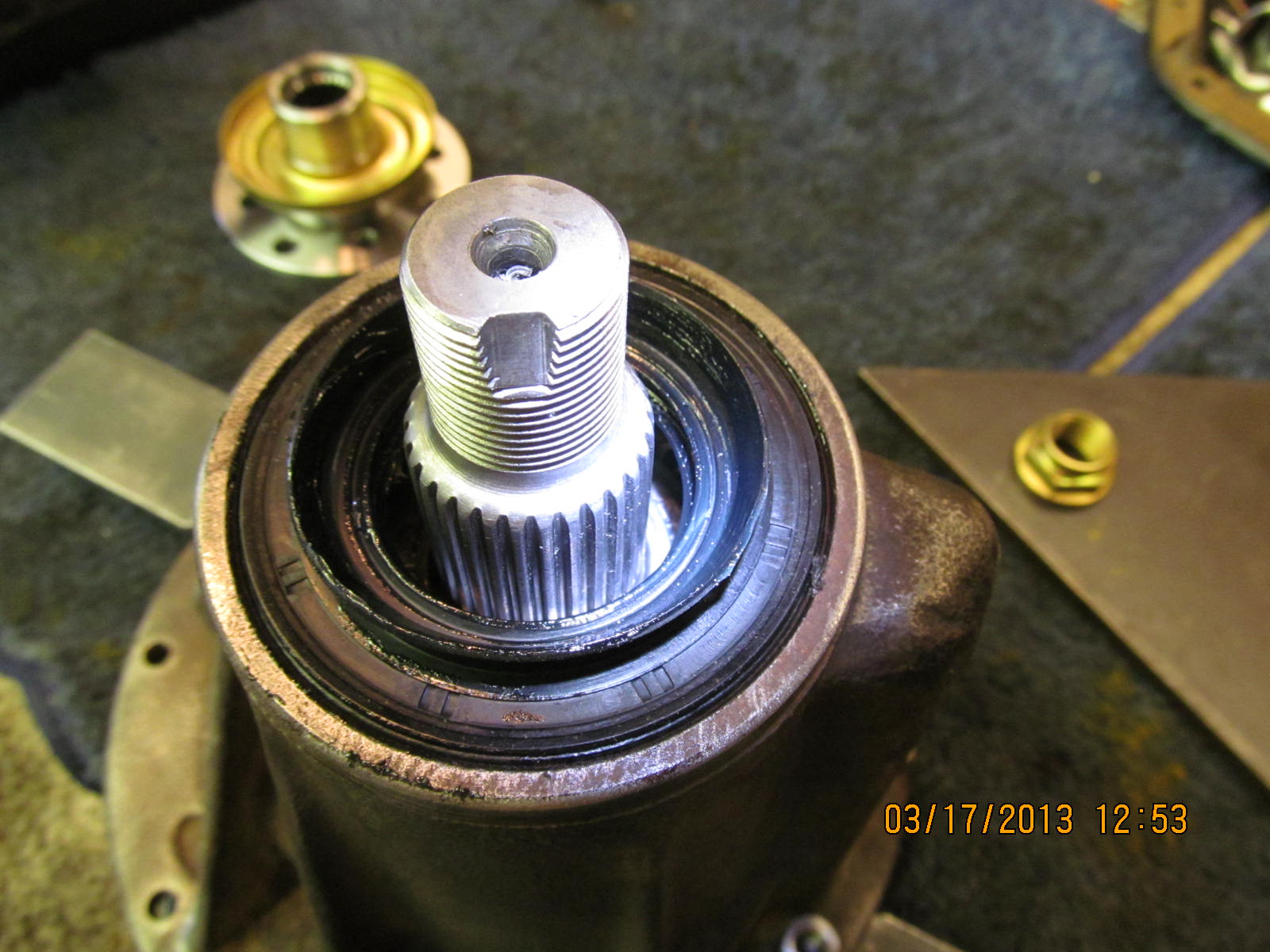

don't want a dry start-up on the seal lip and, also, I want to minimize
the seal drag caused by the tight fitting rubber lips.

aluminum pucks and gently press the new 29 spline flange in place.

operation.
to the rubber lips...about 3 in/lb.



to equalize the pinion bearing tensions. Notice the black sharpie
mark on the edge of the nut. That's how much more the cheater bar
gave me...almost 1/4 turn.

to seal resistance for a grand total of 8 as shown above.

wheel adjusters.

in place til it feels just right...

place with a nice solid snap sound and no gap on either end. Then
I'm pretty sure that the threads are all aligned.


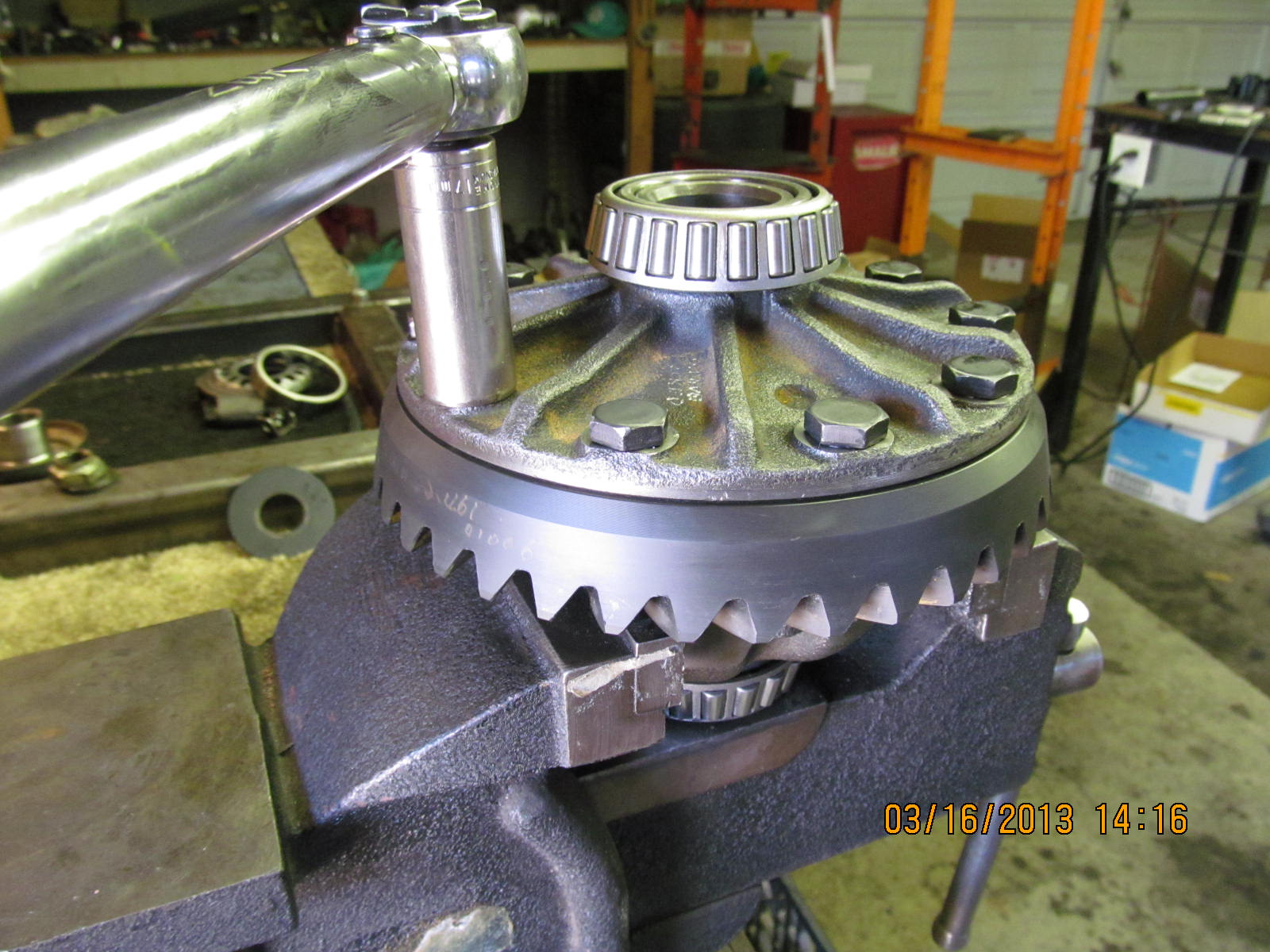
The carrier bearings are used so I don't want to get carried away
and really crank on them. I will aim for 75 ft/lb on both wheels.
point and it is now easy to tweak the carrier bearing pre-load while
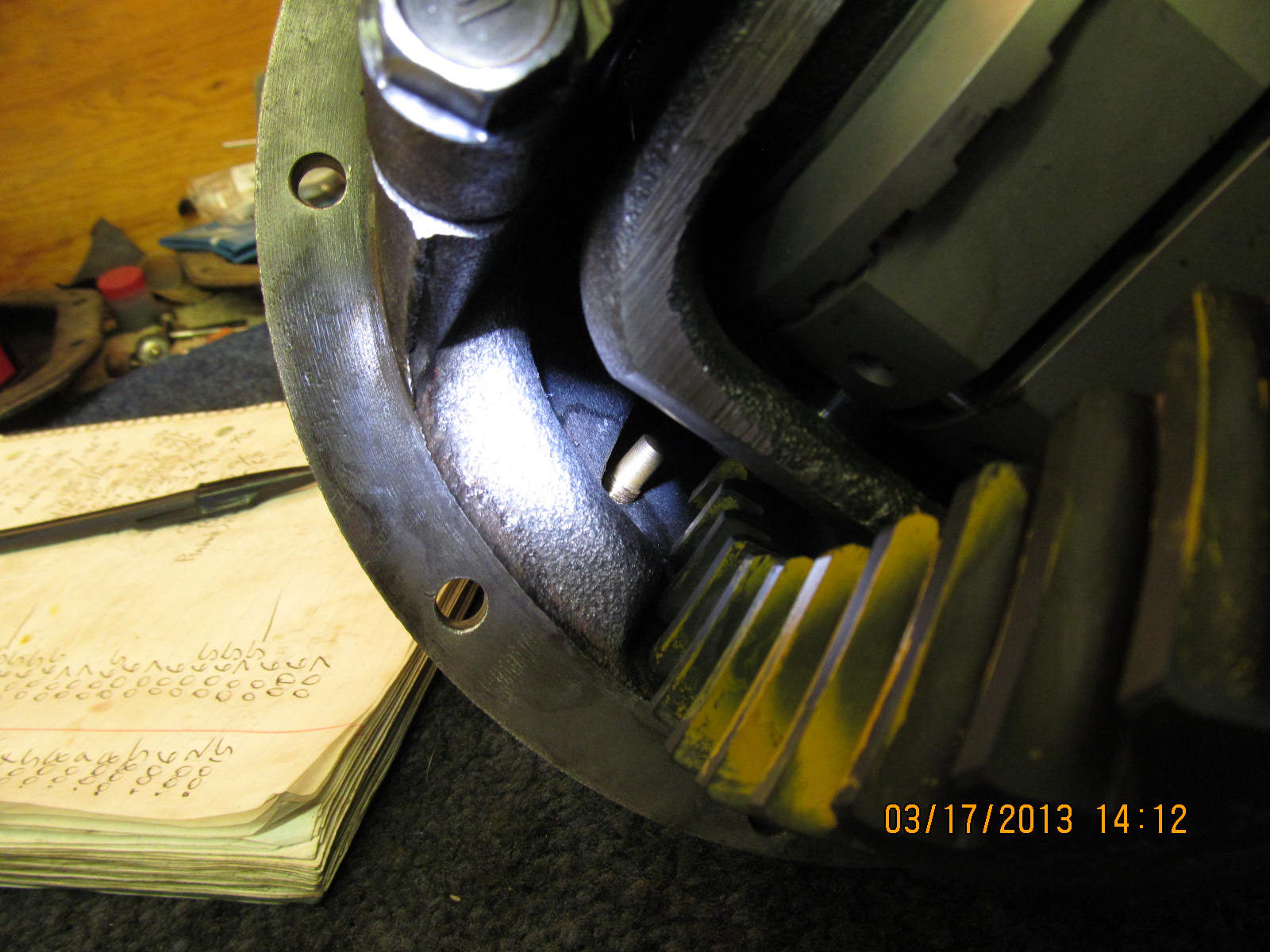
guiding the backlash where I want it. On the ring gear itself, it
specified .006" for backlash.

like this.

the minimum is right at .006". Checked on every other tooth
...about 20 readings.








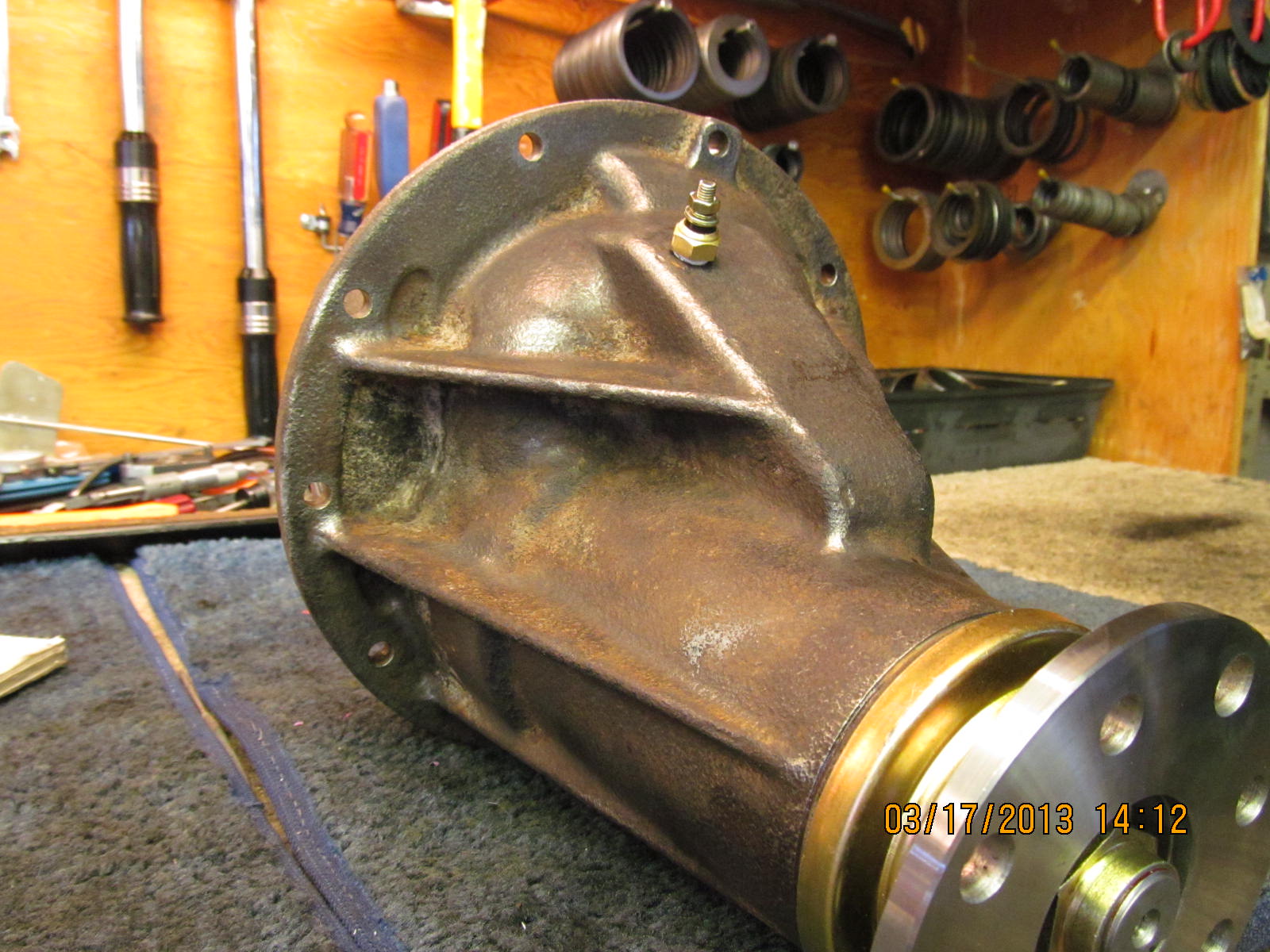
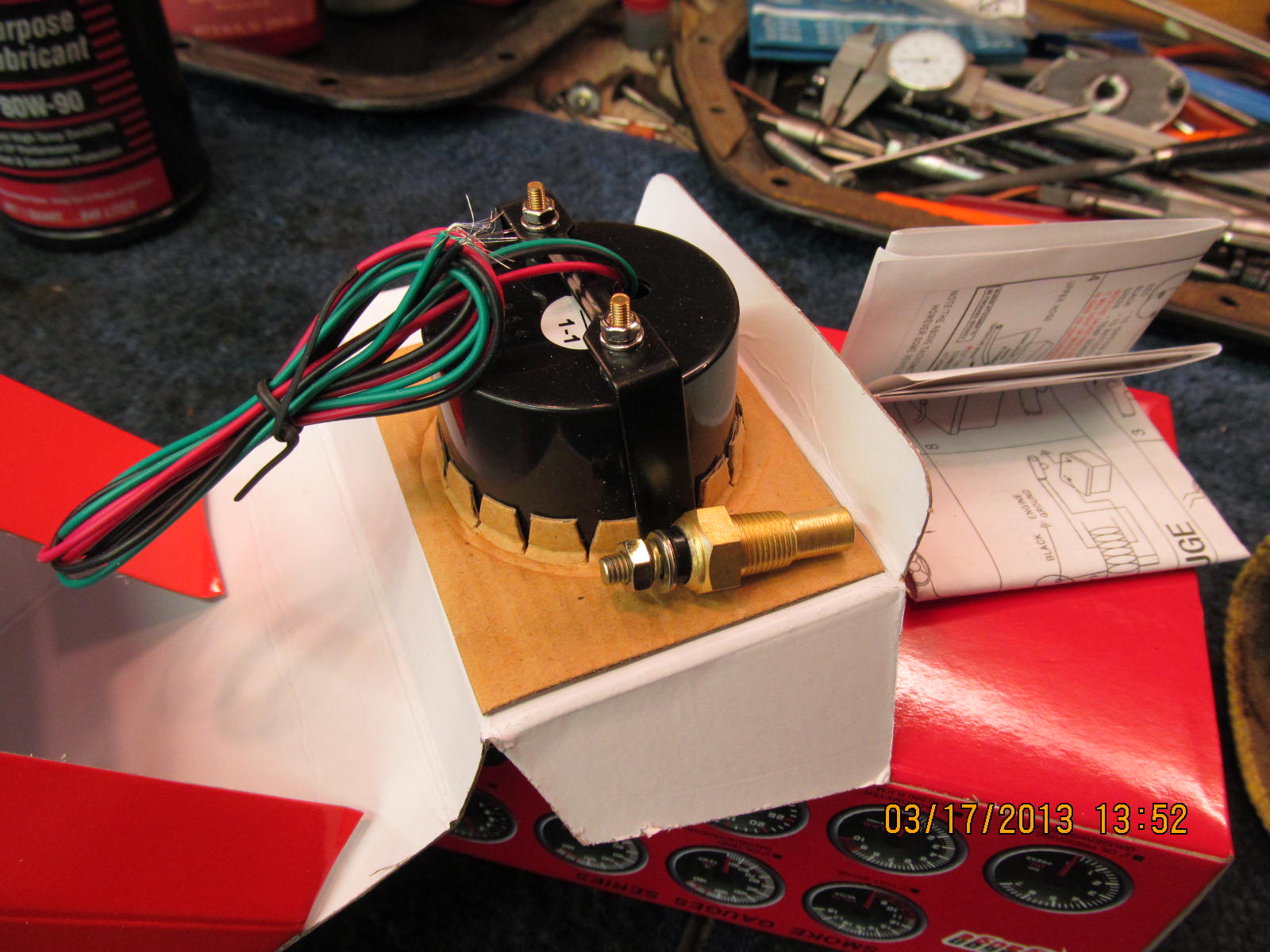
drill and tap the top of the 3rd for a 1/8 NPT sensor so that a
gauge can be used in the cab to monitor gear oil temps. Imagine
the possibilities...a cool break-in of gears....making sure the
gears don't get near 200 degrees F....highway towing.


place, a paper towel catches loose metal debri.

in would results in a loose fitting sensor.