|
|
|
|
|

|
As received from Tyler. Very impressive packaging. From what I'm told, Tyler took his gears into one of the few local shops figuring they have the tools and expertise to do the 529 install. Tyler installs the 3rd back into the front and immediately gets a loud hum and that's with no front driveshaft connected. Tyler then licks the stamps and hurls the chunk ZUK's way. |

|
Yukon...with the "304" at the end. |
|
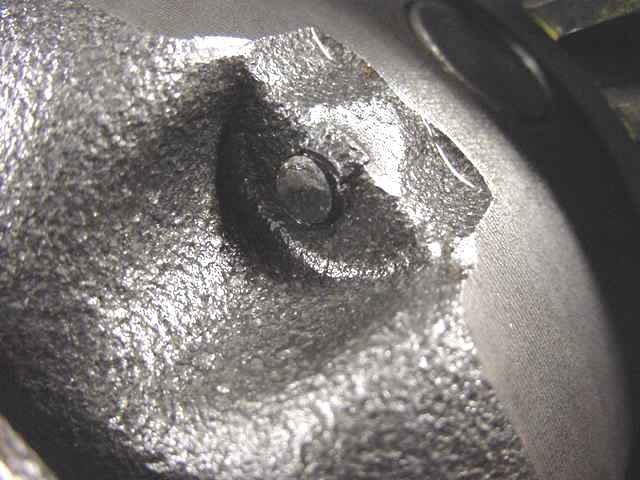
I noticed the roll pin that secures the center drive pin was not punched in all the way. I tapped it in and dimpled the tunnel so that it will stay put. |

|
I did a quick paint. This is the drive side and it is off by a ridiculous amount. Extremely shallow....like as if there was no shim at all. |

|
coast. |

|
Also noticed one of the adjuster rings was off by one thread. |

|
It's kinda hard to tell but that kind of mis-alignment will damage threads. |
|
Inspection of the pinion assembly reveals NO SHIM. |

|
The ring gear bolts were still secured by the OEM tabs. I never cared for them much and I needed to verify ring gear bolt torque anyways....so I threw them away. By chance, the bolts were all not up to the 70 ft/lb spec. I used Blue Loctite and 70 ft/lbs. |

|
The bearings were all in great shape still. I chose to use a .082" shim and .017" for a total of 099. The crush sleeve will be saved for last. |

|
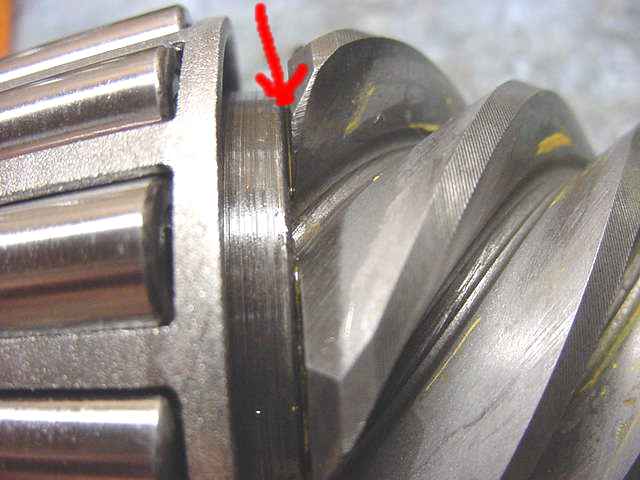
I noticed this chip and other dent marks on the pinion bearing. That kind of damage happens when a hammer and a very hard punch is used instead of a press. |

|
The pinion seal had a dent in it and the opening didn't look exactly "round" so I found it a new home in the garbage. |

|
The carrier bearing adjusters had these marks in them. Looks like a punch and hammer were used in an attempt to get them tight. It usually doesn't get it tight enough. |

|
These little paint packs from Randys get a big thumbs up from me.... 1 package will last for at least 5~10 set-ups. |

|
Rotate the ring gear so the paint almost contacts the pinion....then place a 17mm wrench on the top center ring gear bolt and rotate it back and forth 2 or 3 times. This technique is much faster and easier than cramming a crowbar on the ring and trying to turn the pinion. |

|
.099" driveside. Nice. |

|
coast |

|
That pattern is a keeper so now it's time to do the final assembly of the pinion end. A new seal has been installed and the new crush sleeve is loaded and ready. This is just a front third so I feel it is OK to use a crush versus the solid collar. |

|
I used some blue loctite on the pinion nut.....acts a little like a lubricant while the sleeve is being crushed. It took a long lever to get this one to crush. |

|
How can anybody claim to do a professional install without having some of the tools of the trade...especially when it costs only $36 and can be found in some bicycle shops (TW-1 torque wrench). |

|
DING. |

|
Time to now install the other half...I really think the anti-seize helps in preventing thread galling and helps in getting some real pre-load on them bearings. This stuff is messy to deal with but the increased ease which the adjuster rings turns with is worth it. |

|
I used the "tap-tap and tighten the wheel" technique and repeated this 4 times. When I was done, I could feel the preload on the carrier bearings real good. :) Then I took 1 more pattern check and, as expected, it stayed nice. |

|
Oops...be careful when tap-tapping with the hammer....I had to chase the top first thread. Not all 3rds have recessed threads that are protected from hammer taps. |

|
Ready to go back to Tyler...got the carrier bearing pre-load very nice with 100ft/lbs applied to adjusters and the tap-tap technique to get the "set". Done. |
|
|